吹塑塑料制品的黑点与杂质问题一直困扰着各位品管品控的伙伴们,以下内容为转发(节选)自中国塑料协会中空制品专委发布的行业专家对此问题的解答,供各位伙伴参考、学习。
背景:黑点和杂质问题几乎困扰着每一家中空吹塑企业,不但影响着产品外观和品质,而且在实际生产中一旦该问题出现就需要使用大量原料进行冲洗,造成时间、材料、能耗等成本损失。要求越高的产品,对黑点数量控制就越苛刻,因此潜在的损失就越大。此外,黑点和杂质还会影响到产品的物理和机械性能,进而降低产品的使用寿命和安全性。
问题:随着客户对品质、外观要求的不断提升,尤其是在食品、医药等高端应用情景中,塑料桶桶身的“黑点”、“杂质”问题困扰着不少吹塑人。产生这一问题的根本原因是什么?日常生产中,应从哪些方面入手去减少或规避这一问题?
在生产过程中减少制品出现黑点的管控措施,本人分享以下几个关键环节供大家参考:
-
原料本身就有少量黑点,在原料方面我们没有发言权,所以请大家在选择原料时尽量选择成熟牌号。
-
上料区域环境管控至关重要,上料区域人员要专业且清楚上料流程。严格按照流程去操作。
-
自动上料系统选择全不锈钢管线,尽量闭环上料。
-
中空挤出吹塑成型制品生产过程中,会产生20%-70%的水口料,需要粉碎处理后再送入料斗,这就是黑点的主要来源。该流程特别考验粉碎机的质量,好的粉碎机将水口料粉碎后产生的料粉末很少,质量差的粉碎机粉碎后的料有很多粉末和塑料绒絮,待回收料再回到螺杆螺筒里,由于粉碎料颗粒大小不均,受热不均故而产生黑点。
-
水口料输送带要选用耐磨耐高温连板。
-
中空吹塑机挤出模口高温连续生产加之轴向壁厚控制器动作频繁,模口容易挂料,要及时定时清理。
上述6点需注意,可有效减少黑点的产生。
黑点与杂质可以看做两个不同的问题,黑点通常是焦料,杂质多指异物。
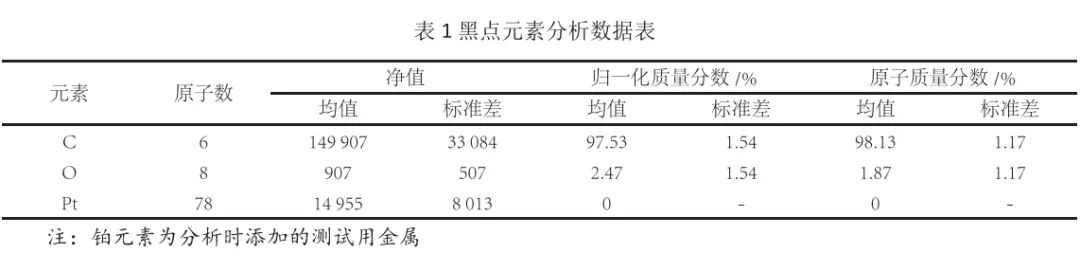
HDPE化学式为(C2H4)n,由碳和氢两种元素构成,所以将黑点的形成叫做碳化。烯烃聚合后用造粒机进行造粒,造粒过程中可能会产生黑点,中韩石油化工公司技术人员使用扫描电镜对粒子中的黑点进行元素分析,分析数据显示黑点部位碳元素归一化质量均值为97.53%(表1),判断为树脂碳化物,通过一些措施能减少原料中黑点的比例。原料粒子在机筒和螺杆间滞留,或在机头内长时间滞留后碳化,在挤出型坯时带出,因此储料式机头比连续式机头更易产生黑点。
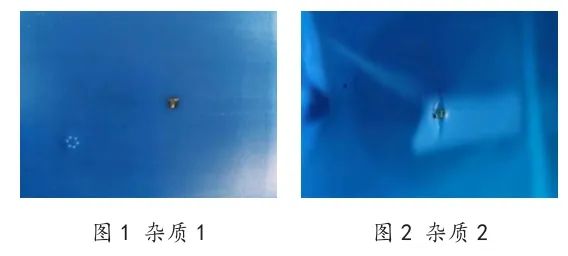
异物多是由外界引入,比如原料包装、料仓不清洁或防护不当、上料系统密封件老化、飞边料被污染或防护不当都会带入环境异物。另外还有一种特殊情况,容器内部或侧壁固定位置有浮于表面的黑点或者异物,这种情况多是由于压缩空气或吹针不清洁导致。(杂质示例见图1-2)
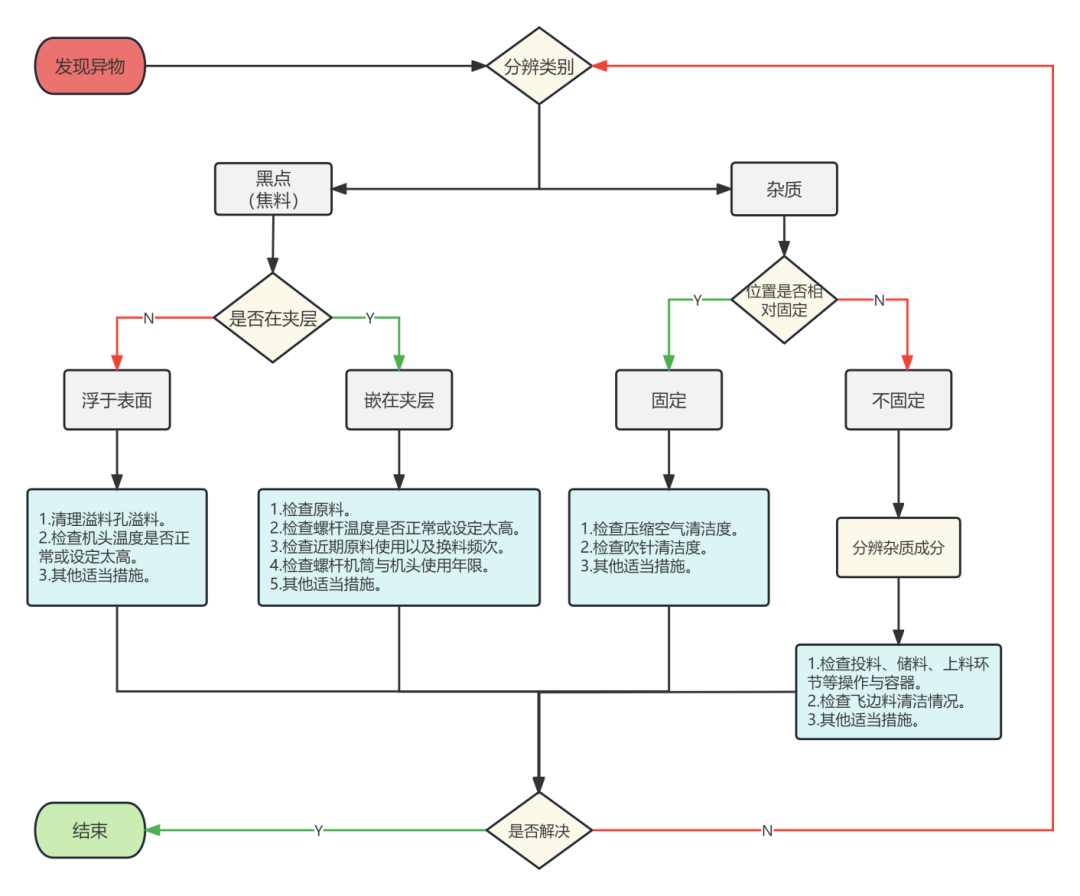
黑点与杂质问题在多个环节都会产生,彻底根治或预防难度很大,可以参考如下流程处理:
日常生产中,可参考下列措施进行持续改进:
(1)使用优质、稳定的原料。
(2)投料前对包装充分清洁。
(3)做好储料容器的清洁和防护。
(4)定期检查上料系统管道、密封件。
(5)定期清理磁力架或滤网。
(6)设定合理的加工温度。
(7)停机时排空原料。
(8)减少单机台换料次数,尤其是分子量不同的原料。
(9)定期更换压缩空气滤芯、清理吹针。
1、来源分析:
-
生产人员直接或间接污染导致黑点;
-
配料人员投放原料失误导致黑点。
2、解决方案:
-
工人工服、手部保持干净和清洁;
-
进入车间要进行风淋和除尘,工服要有卫生清洗措施。
1、来源分析:
2、解决方案:
-
密闭供料过程;
-
合理应用工艺技术,避免出现原料炭化;
-
按期对料筒、螺杆、机头检修维护;
-
按期修磨粉碎机刀片,降低粉末;
-
做好设备运行防护,避免污染。
1、来源分析:
-
原料自身带有杂质;
-
原料外包装携带杂质;
-
粉碎回用料携带杂质。
2、解决方案:
-
使用正规品牌原料,履行进厂检验;
-
投料前清除外包装袋的不洁物;
-
“有黑点”的产品不进行回粉。
1、来源分析:
2、解决方案:
-
全员进行岗前培训,制定作业指导文件;
-
制定生产技术文件,指导生产运行。
1、来源分析:
-
生产环境存在缺陷;
-
工艺流程路线交叉,相互污染;
-
设备设施对现场污染,波及产品。
2、解决方案:
本内容为传播行业知识为目的,如侵权请告知我们,将第一时间处理。
原文链接:https://mp.weixin.qq.com/s/lfcldi1SrQQJrWiJ_bdOLw